XbarR Chart Formulas
QI Macros can calculate them for you!
Create an XbarR Chart using QI Macros
- Select your data.
- Select the chart on QI Macros menu.
- QI Macros will do the math and draw the graph for you.
Go Deeper:
The XbarR Chart can help you evaluate the stability of processes using variable data--time, cost, length, weight when you have 2 to 10 samples per period.
XbarR Chart formulas used in QI Macros add-in
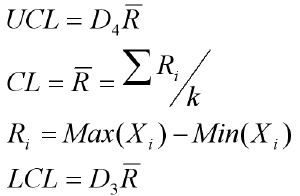
Range Charts
Average (Xbar) Chart
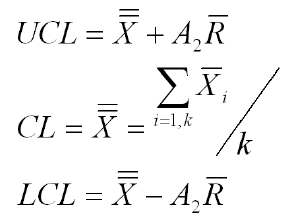
k = number of subgroups (a group of measurements produced under the same set of conditions)
n = number of samples in a subgroup
A2, D3 and D4 are constants based on n
Conforms with ANSI/ASQC B1, B2, B3 1996
NOTE: It is possible to have negative limits on an XbarR Chart.
* "Introduction to Statistical Quality Control," Douglas C. Montgomery *
Process: Calculate, plot, and evaluate the Range Chart first. If it is "out of control," so is the process. If the Range Chart looks okay, then calculate, plot, and evaluate the X Chart.
Note: Some people wonder why QI Macros results are a tiny bit different from some versions of other software. The answer is that they use a different estimator. Donald Wheeler in Advanced Topics in Statistical Process Control says: "Even though the Pooled [Standard Deviation] estimator is common in many applications, the robustness of Rbar/d2 and Sbar/c4 makes them the preferred estimators for use with process behavior charts."
Furthermore, Minitab started using Pooled Standard Deviation to calculate Cp/Cpk, and control limits on XbarR and XbarS Charts in versions 15 and 16. Minitab 17 went back to Rbar/d2 and Sbar/c4 for XbarR/S control limits, but retained pooled stdev for Cp/Cpk calculations when using multiple samples.
Learn More...
- Create a XbarR Chart in Excel using QI Macros
- XbarR Chart Video
- XbarR Capability Suite Template in Excel
The XbarR chart is just one of the tools included in QI Macros SPC Software for Excel.
Stop Struggling with XbarR Charts!
Start creating your XbarR Charts in just minutes.
Download a free 30-day trial. Get XbarR Charts now!
Why Choose QI Macros Over Other Control Chart Software?
![]()
Faster to Learn
and Easier to Use
- Works right in Excel
- Create charts in seconds
- Easy to customize & share charts
- Free Training Anytime
![]()
Proven and Trusted
- More than 100,000 users
- In More than 80 countries
- Five Star CNET Rating - Virus free
![]()
Affordable
- Only $379 USD
Quantity Discounts Available - No annual subscription fees
- Free technical support
